
Against the Current, No 6, January/February 1987
-
Letter from the Editors
— The Editors -
Meatpacker Unionism Gutted
— Roger Horowitz -
Social Struggles & the NDP
— interview with Judy Rebick -
Women in Eastern Europe: Liberation or Patriarchy?
— Jacqueline Heinen - Stop Soviet Repression of the Chukaev Family!
-
Social Democracy Today
— Perry Anderson -
Inside the New Automation
— Art Myatt -
Computer Innards for Beginners
— Art Myatt -
A Perspective for Socialists
— Alex Callinicos -
In Defense of Critical Leninism
— Alan Wald -
Random Shots: Onassis's Road to Riches
— R.F. Kampfer - Letters to the Editors
- Reviews
-
Cosmetics and Revolution
— Nora R. Wainer -
The Politics of AIDS
— Peter Drucker -
Ornette Confronts "Technology"
— Tony Smith -
Two Movies on Lesbian Love
— Ann Menasche - In Memoriam
-
Joseph S. Giganti, 1905-1986
— The Editors
Art Myatt
JUST MENTION the subject of automation; a split-screen image leaps to mind.
Old auto: a worker, sweating inside heavy coveralls topped with a black full-face shield, peering through an almost black rectangular little window in the shield, heavy-duty leather gauntlets holding a welder’s gun, twists himself into awkward positions to reach into and under the shell of an automobile.
New auto: a robot arm with the welding tip built in buzzes, spins, jerks, and clicks its way through a similar process, like a blind mechanical snake that strikes with showers of sparks. There are sparks and fumes on both sides of the picture, but they are faster and more regular on the side where the snake is striking.
Along with the picture comes some information on the voice track. The snake will strike for 24 hours a day, 7 days a week, as long as properly positioned parts are placed in front of it. It will strike, but it will never go on strike.
The snake does not need vacations, sick days, or even break time during the day. It does not need vacation pay, or health coverage, or compensation for injuries received on the job. If management decides the job should be done differently, the snake will not file a grievance or object in any way; it will accept a new program as uncaringly as it accepted the old one. It does not even need light or breathable air in its workspace.
When it is worn out, it will not object to being discarded; no pension fund need be prepared, though new capital investment funds will need to be available.
This is the typical two-minute in-depth analysis of automation that might appear on television. It could be followed by a few sentences of vague comment about the future of the auto industry.
With television in particular and popular culture in general, the concise and powerful visual image is the essence of the story. In this case, the popular image is true enough to serve as a starting point for thinking about the issues, but it does leave a misleading impression that the point of automation is the one-for-one replacement of human workers by robots. The impression is strong; there is some degree of truth to it; but simple replacement of workers is not the essential purpose, so far as management is concerned.
Automation, as it is being implemented, takes control of work away from workers, and gives it to management. As workers lose control of the work, management gains control over the workers. Management does not care, in the sense of some abstract principle, whether some particular task is carried out by a worker, a robot, or the force of gravity. The question for management is always concrete-whatever is cheapest and most reliable in a particular situation is best.
When the particular situation is that the pace and the quality of the work are supposed to increase while wages and working conditions decline, workers can be counted on to use their control of the work to resist the degradation of their jobs and their lives. This is not the sort of reliability that management has in mind. If management can use any technology to remove that control from workers, it will.
It is important to understand that automation does not have to go in this direction. There is no technical reason that automation could not make work easier and more rewarding. No scientific consideration leads to a conclusion that those who do the work cannot control the work.
Automation is an addition to the productive powers of mankind; it could be of benefit to all, and particularly a benefit to those who work directly with it. The problem is, management wants to use it so that all of the benefits go to management.
Of course, the managers say they are doing this not because they want to, but because the competitive situation in the world today compels them to do it. They are likely to talk about the lack of productivity of the American auto worker, and the latest statistics to prove it, with the implication that this is all the fault of the workers. You probably will not hear a manager going into any realistic analysis of the idea, as that would be too embarrassing.
If the plants were turned over to the workers and they organized production; if the workers had the power to hire and fire management; then management could realistically attribute the productivity of the workers to the workers.
As it is, management is responsible for designing the products, and management is responsible for designing the production jobs. They have claimed the right to do so. They have negotiated for the right to do so. They have fought for the right to do so. If the workforce is not sufficiently productive to satisfy management, the fault is with management.
Management is also responsible for its own productivity. Managers don’t say much on this subject, either. That does not mean that everyone will keep silent. Writing in Technology Review (Nov/Dec 1985), the economist Lester Thurow had this to say:
“Indeed, if one examines the productivity problem in U.S. industry, one will find the heart of the problem not on the factory floor but in the office…. From 1978 to 1984, real output rose 14 percent in the United States. Employers trimmed their blue-collar payrolls by more than 2 million workers, or 6.6 percent. As a result, blue-collar productivity, or output per hour of work, rose by more than 20 percent–a good performance.
“But this gain was almost completely wiped out by a decline in white-collar productivity. White-collar employment rose by more than 10 million, and thus [white-collar] productivity actually fell by 7.5 percent. This decline destroyed much of the gain in blue-collar productivity and thus yielded an overall increase in American industrial productivity of less than 1 percent per year.
“… About 40 percent of the cost advantage of producing a car in Japan, for example, can be traced to lower white-collar overheads.”
The method top management wishes to use to solve the problem of productivity is both an intensification of automation and the introduction of a new form of automation.
From Workpiece to Information Automation
There have always been waves of automation in the auto industry. Henry Ford’s assembly line was one. In the past, a new wave of automation has usually meant that new technology has been worked into the ongoing process of production bit by bit, one machine or department at a time, wherever or whenever it has been practical to do it.
On this current automation wave, top management is looking for a factory that is completely wired and computerized from obtaining raw materials to shipping the finished product. They want detailed information on every work station in the plant, on a minute-by-minute basis, with current summaries automatically available and trouble spots instantly identified.
Some of the new technology of this wave of automation has shown up in the existing plants, but the scattered components do not work nearly as effectively as they can if the transformation from old to new methods is complete.
The approximate model for the new methods is the Japanese auto plant. The problem for the American automobile companies is how to get from here to there and maintain production levels and market share while they are doing it. General Motors is the best illustration of the process, though all of the American-based auto companies are headed in the same direction.
GM is not only the biggest American automobile producer, it is also America’s biggest company. Compared to the other auto makers, it has more money to spend and is spending it in a more publicly noticeable way. In very round figures, GM sells three times as many cars as Ford or five times as many as Chrysler, and makes twice the profit on each one. GM can afford to create the new system of production outside its normal corporate structure, while hedging its bet during the transition by maintaining the old system largely intact until the new is proven.
At Ford, Chrysler, etc., the equivalent programs are smaller and quieter. The smaller companies are more constrained to wait for the marketplace to fill in the gaps in equipment and methods. They are less able to develop them internally. The smaller auto companies will have to attempt to continually modify their existing production methods without the luxury of maintaining a backup older type of production facility.
In defining the technical standards of robotics and the new automation, GM is the pioneering automobile company in this country. They are paying tens of thousands of technical and computer specialists to work on the problem. They are trying to define and test the means by which many different types of electronically controlled machines, with very substantial incompatibilities in operating speeds and data-processing capabilities, can communicate with one another.
The system must be flexible enough to accommodate all of the changes from one model of car to another and from one year to another. In addition, it should be able to accommodate the incorporation of machines not yet in vented, and it should have automatic cross-referencing of data adequate to detect and correct errors generated by any one of its elements. The complexity of this massive engineering project is comparable to that of building and launching the space shuttle.
GM gives the appearance of undertaking a giant effort to catch up to the Japanese auto companies. As with the impression that the point of automation is the replacement of workers by machines, that is true as far as it goes. If they wanted merely to catch up with Japan, they could simply buy the technology as they have done with Fanuc, a leading Japanese manufacturer of industrial robots. Their actual goal is not just to catch up with Japan but to leapfrog it.
Merely to catch up, it would not be necessary for GM to plan to spend “nearly $80 billion through the end of the decade on research, technology, tooling, and new products” as reported in the Detroit Free Press, April 22, 1986. This sum of money is in addition to what they have already spent. More recently it has been reported that GM plans to slow down the rate at which the money will be spent. Overall, the company remains solidly committed to the new automation. (Business Week, Sept. 29, 1986, p. 73)
GM has also acquired Hughes Aircraft. What GM is getting from Hughes that applies to automobile production is not obvious. No clear statement has come from GM Chairman Roger Smith about it, but we are free to reason out how it fits into GM’s overall strategy. It may be that they just wanted an off-the-rack defense contractor with solid ties to the CIA for purposes they are keeping secret. It could be that they have a long-term plan to tie their world-wide manufacturing facilities together with satellites, which they can now build themselves. But the most sensible guess is that GM will make use of Hughes’ extensive experience with computer-integrated manufacturing and advanced electronic design.
Of the American auto companies, GM is the most heavily burdened with bureaucracy, and will probably require the greatest changes in its management structure to achieve its goals. The top management of GM has not been specific about what this will mean, but we can take a very reasonable guess. Where American manufacturing companies have had ten layers of management between the CEO and the production worker, Japanese companies have typically had four. It is hard to picture GM trimming middle management all the way down to four layers, but it is not impossible.
General Motors used to have an assembly plant in California. During the most recent big slump in sales, they closed it. They negotiated with Toyota an agreement for a joint venture to open a new assembly plant in California. This new plant now builds a slightly reworked Toyota with some American parts, including the Chevrolet grille and nameplate (Nova).
The stated purpose of this endeavor was for General Motors to “learn Japanese management methods.” Obviously, this way of learning is not nearly so cheap as sending some GM executives to tour plants in Japan, as many other companies wanting to learn the same thing have done. (American Machinist and Automated Manufacturing, p. ill, April 1986) It looks more like the purpose of this particular endeavor is a trial run to see how successfully the entire production process-job descriptions, labor relations, all of it-can be duplicated in America.
The timing was certainly right for GM to establish the precedent. A great number of jobs had already been lost, and the United Auto Workers union was being trained to negotiate concessions from rather than gains for the workers. The UAW bureaucracy saw the whole thing as a relatively positive development at the time, and learned new ways of cooperating with management.
In one respect, GM is clearly not trying to imitate Japan. In Japanese auto companies, it is understood that the direct employees of the company will not be laid off, even because of a slowdown in the sales of cars. The Japanese auto companies have generally been able to live up to this understanding because much of the work that would normally be done by direct employees in American auto plants is done by suppliers for Japanese plants. In Japan, the employees of the suppliers are the first to lose their jobs. (The Japanese policy has yet to be put to a severe test by a prolonged sales slump of Japanese cars.)
GM has been quick to use the “just-in-time” delivery system. GM has been pleased to demand that its suppliers simultaneously lower prices, inspect parts more stringently, and guarantee more consistent quality. But they have forgotten about any guarantee of jobs for the employees of GM, because the plan includes still more severe cuts in GM’s total workforce as well as substantially lower wages for those who remain.
The next big step is entitled “the Saturn Project.” Here, GM is attempting on its own to apply whatever ii has learned from Toyota. After a ridiculous (or obscene) bidding and publicity “war” among a number of state governments, it was announced that the plant to assemble the new “Saturn” automobile would be built in Spring Hill, Tennessee. It is probably just a coincidence that the particular site chosen was formerly a plantation.
There are a lot of interesting things that could be said about this project. To me, the most significant fact is that, before a single production worker was hired, before ground was even broken to build the plant, the labor contract had been substantially negotiated with the UAW–which was guaranteed the right to represent the workers who would eventually be hired.
In this contract, there are only a few job descriptions, and these are very “flexible” (at the discretion of management) both as to what the jobs will be and how workers can be assigned to them. The wages will be, on average, about 80% of the wages in existing plants.
There is no need to rave about this contract being a sell-out of the production workers-to-be. Anybody with the least bit of sense can see that it is. In the Saturn project, the UAW bureaucracy has been one of the tools of management.
More or less concurrent with the Saturn Project has been another major move on the part of General Motors. They took over a company called Electronic Data Services, which now operates under that name as a subsidiary of GM.
With one stroke, GM acquired a team of thousands of data processing professionals who almost immediately began moving to the Detroit area. Instead of integrating these people into GM management, GM transferred some more thousands of its own data processing specialists (many of whom were union members) into the new subsidiary, which is an entirely non-union and anti-union organization.
An article in Managing Automation (June 1986, p. 48) says, “EDS … is making a contribution to Manufacturing Automation Protocol. [and] will also get in on the ground floor of the Saturn Project to produce a ‘paperless company’ -the advanced computer management system.”
The same article sums up GM’s plan: “Saturn will have its own business system with faster and leaner management. The aim is to cut direct labor from the typical 150 to 200 hours per car (in the United States) to 30 to 40 hours per car by increasing automation, eliminating unnecessary tasks, and by job classification consolidation (thereby making worker reassignment easier). The Japanese take about 100 hours per car.” That is what is meant by the earlier reference to leapfrogging the Japanese.
To do so, the president of GM has stated that he intends to completely transform the management of GM; evidently, he means it. The acquisition of EDS is a clearly visible and important part of that transformation. A lot of middle managers, especially those who collect and collate information on paper to prepare reports, are not going to like it when their jobs are downgraded or eliminated.
The whole process of production is changing as the new factories come on line. The machines and the work force will have to be as different as management will be, if this new wave of automation is to work. An article by Roger Draper in the August 1986 issue of Managing Automation is entitled “NEEDED: New Kinds of Workers for CIM.” He says:
“The majority of unskilled jobs have been eliminated from the most advanced factories and so have many skilled jobs and even managerial positions. Those relatively few tasks that remain do not provide a basis for separate craft specialties.
“Because the consequences of equipment failure are so high, factories that experiment with advanced manufacturing technologies must have an alert, responsible, and self-regulating work force; external regulation cannot maintain the necessary degree of vigilance. And because a relatively few tasks must still be performed by humans, workers in advanced plants must have more than one skill.
“Teams of “multiskilled” workers are superseding the individual as the basic unit of work and accountability. This is because teams can take responsibility for producing entire products and can motivate their members more effectively than managers can. Work teams often manage themselves.
“In fact, the distinction between managers-that is, professionals-and workers is eroding. What’s more, middle management positions are being wiped out almost as quickly as unskilled labor is.”
Instead of just continuing to call this overwhelming set of changes in the organization of industrial work a “new wave of automation,” let’s give it an appropriate name. For the older type of automation, we will also need an appropriate name.
The older type of automation replaces some or all of the direct human control over what is done to the product by some form of mechanical or electromechanical control. If you have a lathe on which the cutting tool is moved by the machine, it is automated, compared to one on which the cutting tool is literally held in the hands of the operator, as it might be with a wood lathe.
If the lathe has a programmable microchip circuit controlling motors that move the cutting tool, that is a more automated lathe. If the microchips also control the speed at which the machine turns and the selection of the tools and the flow of coolant and a robot arm to load and unload parts, we tend to think of that as a “fully automated” lathe.
To the point described, all that has been automated is one localized set of operations in the process of production. When the automation is localized, whether it is done by some simple mechanical means or the newest of high-tech circuitry, it is the old type of automation, which we can call “workpiece” automation.
Electronic methods of workpiece automation are necessary for the new type of automation, but they are not in themselves this new type. The robot welding snake by itself is just another example of workpiece automation. By itself, it can be placed in the standard factory of today, and has been. The advantages for management are not different in character from the advantages of replacing single tool post lathes with automatic turret lathes, so long as each machine is considered by itself.
However, when essentially all of the machines throughout the operation are driven by programmable microchips, and management realizes (as they do) and implements (which they are doing) the other possibilities of those microchips, then we are face-to-face with the new type of automation, which I think ought to be called “information” automation.
The capability of data communication is built into all microchips. Data input, data output-that’s what microchips are built for.
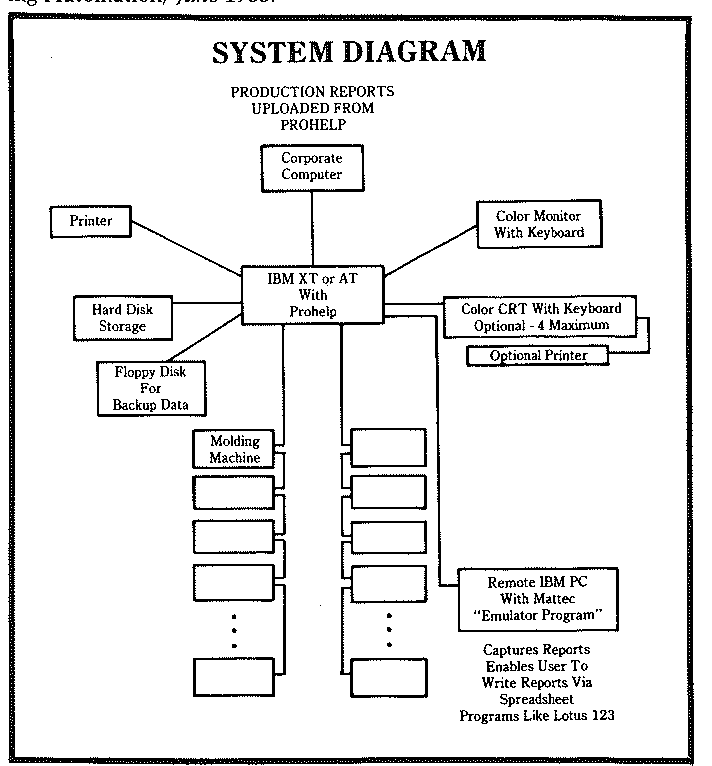
To be sure, microchip circuitry has the capability, with appropriate sensors and drivers, of running a machine. That has been demonstrated plenty of times. But the circuitry can also monitor, second by second, any measurable aspect of the machine, whether it directly controls that aspect or not. If it is programmed and wired to do so, it can send any desired information about the local operation to another computer-for that is what the microchips and circuitry are. (See sidebar for explanation.)
We’ve already described a “fully automated” lathe, so we can go back to it for an example of information automation. The information-automated lathe does not look a bit different than it did when it was set up for workpiece automation, and it does not appear to be doing anything different.
Everything is exactly the same, except for one little cable that runs into the wall or the floor, and the program that the machine’s computer is running. As far as cutting the part is concerned, that portion of the program can be the same.
The automation of information makes a lousy visual image. You have to know where to look to tell it is there.
The difference between a lathe that is fully automated at the workpiece level and one that is also automated at the information level is that another computer is both an input and an output device for the computer in the lathe.
The same is true for industrial robots, which can also be automated at the level of information, or just at the level of the workpiece. When the automation of information has been thorough, the factory is largely operated and managed by a network of computers.
It is possible to discuss at length what could be done with such a system for gathering and distributing information. The central idea is that the electronic equivalent of a personal, ever-vigilant foreman can be installed in every work station. In general the technology exists. The tens of thousands of programmers at GM, along with smaller numbers at the other companies, are churning out the detailed implementation of information control in automobile production.
In the automation of information, the jobs of lower and middle management are being automated. For the workers, there is more pressure to perform.
Overall, the work is likely to become more oppressive in lots of ways, but the personal power of the immediate supervisor over his or her work crew will be gone. No longer will the immediate supervisor be the only or even the most important pipeline to higher management for most of its information about individual workers. No longer is a worker’s job to be defined by the immediate boss.
With information automation, lower management–what there is of it–will have to learn to cooperate with the work force. Their power and their numbers will shrink as top management tightens its control over their jobs as well as the jobs of hourly workers.
The technical and social sides of the Age of Information are as tightly linked as the two sides of a piece of paper. Technically, it is the creation, transmission, and manipulation of information that is being automated; in social terms, the jobs of lower and middle management are being automated.
Finally, as they fade away, it is possible to figure out what their jobs were. Lower management collects and transmits information. Middle management collects, transmits, and manipulates information. In addition, middle management may make recommendations on policy. Top management decides policy.
In fact, the remaining functions of lower management might just as well be performed by one or several of the workers in any work unit. All of the standard information about the job, all the standard observation of job performance, all the detailed control and reporting, can be done by circuits and microchips and programs for manipulating the data.
The non-standard information in which top management is interested doesn’t come up regularly enough to need a full-time employee just to collect and transmit it. Whoever does might as well be doing regular work the rest of the time.
That is, I think, top management’s vision of the future. To see how it will apply (if they have their way) in existing plants yet to be modernized, let’s examine GM’s plans for Oshawa, Ontario.
When the 3 billion dollars GM has already spent in this location are combined with the 1.5 billion they have now committed, this will be the largest one-site modernization plan undertaken by any auto maker in the world. The “Autoplex” plant, as they intend to call it, will build the GM-10 intermediate car, which is to replace the Buick Regal, Oldsmobile Cutlass, and Pontiac Grand Prix, as well as the entire current line of A-cars (Buick Century, Cutlass Ciera, and Pontiac 6000), in the 1988 model year. In addition, the plant will also build the GMT-400 truck.
Forty percent of the suppliers will be located within four hour’s drive of the plant. Most inventory will arrive hourly; most of the balance will be delivered by rail, on a less hectic schedule. At least 1700 new jobs will be created in the supplier plants, but “the assembly complex itself will not offer any more jobs.” (Detroit News, 3E, 3/25/86).
In direct employees, 20,000 people (including management) are to build 720,000 vehicles a year. Actually, it may not be 20,000 people. They said no new jobs would be created, but they did not say that none would be eliminated.
Continuing to quote from the News’ rehash of GM’s press release, ” …1,080 automatic guided vehicles [AGV’s] will replace the traditional assembly line and will move the car bodies to work islands’ so each employee team can do their part in assembling the vehicle.
“The new facility will also make use of machine vision and laser inspection systems. GM’s subsidiary, Electronic Data Systems, has 1100 computer programmers developing the systems to run the plant.”
You can be sure that every one of the 1080 AGV’s will report, to the second, the completion of every stage of assembly. They will report to the department computer, which can relay any or all of the data it accumulates to any other computer system in the company. The computers will integrate this information with other data, such as who worked on what team at what time and thus built what individual vehicles, and what defects showed up on the final laser-driven inspection, and the age, race, and sex of the workers involved, and on and on and on.
The plant manager wanting any of this information will not need to have his staff wade through mountains of paperwork to prepare an inaccurate report a month late. He can have it now, up to date, accurate, with charts and graphs and all. If he decides that some particular type of report should become a standard report, the computers can easily be programmed to repeat the process at regular intervals.
After that, updated versions of the report will automatically show up on his desk (or in his electronic mail). The staff now so proud of the information they dig out and the reports they prepare will find themselves replaced by ordinary clerks or directly by the computers.
All this applies not just to the plant manager. It also applies to the president of the company in his office in Detroit, who can have any sort of data he wants without the plant managers even knowing that the president is looking at it.
If the plant manager isn’t going to be entirely in control of his own plant, it sounds like the ordinary production worker is going to be pretty helpless when confronted with this new level of management power. Like many impressions of the auto industry, it’s both true and not true.
It is true that there’s not much that an individual worker can do to change things. About all that one person can do is quit, and that does not change how the auto plants work. However, when they act together, there are no clear limits to how much change in the industry auto workers can accomplish. Acting together, auto workers will have leverage in the most advanced of the new automated plants.
No group but production workers has the collective ability actually to build cars. That is already true in the old type of American auto plant. In the new one, according to the plans that management is being compelled to make, workers will take a giant step in the direction of self-management. In this new social organization of the factories, the actual attitudes and commitment of production workers to their jobs is of critical importance.
Management will have to establish and maintain ideological control of the whole work force, or it will essentially lose control of the whole production process. (In this case, the computer networks will serve to provide management with lots of useless information.)
Quality Circles (QC), or employee involvement plans, or the same operations by any other name, are an essential organizational component of the automation of information, just as computer control of the machinery is an essential technical component.
The Quality Circles are the means by which the knowledge of production workers is transformed into information in the hands of management and data in the memory banks of their computers. Whether organized as a group that meets outside active work or as a “team” that does the work, this new social entity in the workplace has the crucial function of ideological control by management of workers.
In the older plants where information automation is still being installed a little at a time, the Circles are still more or less voluntary. In plants that are new from the ground up or thoroughly modernized, every worker will be assigned to an “employee team,” the voluntary aspect will disappear, and any individual who cannot or will not “adjust” to the system may not last long.
At the Saturn plant, these organizational devices are built into the contract. In Oshawa, the teams of assembly workers are already announced.
This article is not going to describe how Quality Circles operate today because doing so would be redundant. Mike Parker has written a very good book on the subject: Inside the Circle: a Union Guide to QWL (Labor Education and Research Project, P.O. Box 20001, Detroit, MI 48220).
The basic idea of today’s QC, as far as the company is concerned, is to promote a change in the attitudes that workers bring to the job. The company would like workers to believe that their interests are pretty much the same as those of the company. In particular, they want workers to have uppermost in their minds the idea that they are dependent on the company for jobs, and that they must compete against each other to help the company compete against other companies and their workers. QC’s exist to legitimize the idea of competition and to destroy the idea of solidarity.
QC’s have not been resoundingly successful so far. American auto workers know the dependence cuts both ways. Workers depend on the companies for paychecks. The companies depend on the workers for cars. The value of solidarity has been proven, through wildcat strikes and official ones, by the benefits to which it leads. It will take a lot of persuading to make workers forget what they have learned through their own experiences.
In the older plants where workpiece automation is the rule, Quality Circles are artificial groupings. They exist only by the apparently arbitrary will of management. Work is done by individuals with defined responsibilities and the protection of seniority. Management is the function of a bureaucracy seldom seen on the floor. Its power is limited by seniority rights and other rights concerning working conditions.
In this circumstance, a QC might be of some help to management or it might be a pure waste of time for all concerned. It is nearly irrelevant to the daily organization of work. Worker attitude changes are for the long-term benefit of management, rather than an immediate day-today necessity.
In an information-automated factory, it will be different. When the groups in QC meetings are the same as the work teams which are (within limits, to be sure) self-managing, the content of a QC meeting can have immediate impact on the organization of work on the floor. If workers at a meeting are convinced that some change is useful and feasible, it will if technically possible be implemented the next day. Managers had better maintain tight ideological control at QC meetings, or there will be hell to pay the next day.
The factory of the future is supposed to step up the pace of reorganizing work on the floor until the reorganization is continuous. That is the literal meaning of “flexibility of job assignments.”
The QC is the mechanism through which the working class is supposed to willingly supply ideas about the details. The substance of the program with which workers are supposed to cooperate involves the continuing elimination of their own jobs. The fact of the future is that workers will struggle against this program in self-defense.
Where unions exist in this future, their role which is acceptable to management is a means of controlling workers. It follows that workers will have to struggle, to some extent, against their own unions. It may be that by their actions they will put sufficient pressure on union officials to cause the officials to abandon roles acceptable to the companies. It may be that in the course of the struggles, workers will invent a new form of organization that will replace union bureaucracies entirely. It is not a question that workers must decide right now, but it is an open question.
Conclusions: Whose Revolution?
The application of microchips to manufacturing is not something that happens only in the auto industry, or only in metal cutting operations. It is part of the development of industry in general. Every element visible in the auto industry applies to the manufacture of every industrial product.
In some areas the process is more advanced; in others, just beginning. It is entirely reasonable to believe that microchips (as computers, as automated tools, as robots) will be part of all industrial manufacturing.
Whether the product is a car, a pencil, a magazine, a sheet of steel, or a computer; information automation is the manufacturing process of the future and frequently of the present. It is forcing important changes on the fundamental class relationship of industrial society by altering the way work is done where the class relationship is formed-at the point of production.
As usual with major changes in the balance of class relations, the change begins to be understood only after it has been going on for some time and has involved great numbers of people. Now that information automation has shown up in the world’s largest companies, it must catch our attention
The development of information automation has gone through several distinct stages. At the time, these events did not appear to be “stages of” anything. They were just ways of doing work that were useful, or at least interesting, in themselves.
At first, computers were introduced into offices in about the same spotty fashion that digital readouts showed up on the shop floor, and there were few changes in job description to correspond to the changes that were actually happening in job content.
In manufacturing technology, Computer Numerical Control developed into Computer Aided Manufacturing in parallel with the use of computers by engineers becoming regularized as Computer Aided Engineering. The deliberate combination of the two lines of development is CAD/CAM, and really integrating them with Manufacturing Resource Planning software leads to the use of Flexible Machining Centers in a Flexible Manufacturing System.
Pulling the accounting and sales departments computers into the loop along with adding some Statistical Process Control software and hardware yields a reasonable approximation of Computer Integrated Manufacturing. Each piece of capitalized jargon was at one time the “hot” acronym for the latest method of high-tech production.
As the presence of microchips in the workplace grew, so did awareness of them. As there were “hot” acronyms in the workplace, there were “hot” ideas about the political possibilities and consequences of computers. The ideas were convincing for a while, but proved as ephemeral as the transitional applications of computers on which they were based.
Atari Democrats appeared frequently on public TV until the video game fad wiped out. Computer literacy was a buzzword in school-board elections for a season or two. A lot of people expected computers (the most visible form of microchips) to “revolutionize” society somehow, but the “how” was never very clear.
Now, it is becoming a little clearer how it is that “computers” may revolutionize society. At least, we know where to look in order to find out.
Computers are not going to do anything but run the programs that are written for them. The working class, forced as a whole to confront the application of computers on the shop floor, could indeed make a revolution. A substantial amount of unemployment among the middle class has historically been the social basis of fascism. That too is a revolution, another possible consequence of the increasing use of computers in industry.
On the other hand, it may well be that the workers, middle management, and technical experts whose jobs are being cut or controlled by data networks in the hands of top management will find sufficient common ground in their situation, and create ways to act together to change it.
It would be a good thing if there were some body of theory developed by socialists and based on a study of the new automation, to let us know what we might expect and what we might do about it. The reason no theory tells us is that workers are just beginning to understand how to deal with production in which microchips handle some functions that used to be workers’ jobs, and some that used to be management’s. So far, the working class has not reacted to the new conditions in any conclusive way, because information automation is so new.
The time is rapidly approaching when information automation will be the system of manufacturing. A lot of things will be different on the shop floors of the world. Yet no matter how much effort management puts into their attempts to convince workers that the interests of employees and corporations are substantially identical, it is an effort to make an illusion believable. If the illusion is now to be supported by dazzling high-resolution computer graphics, multiple channels of digitized sound, and synthesized speech, it is still an illusion.
The reality still is, corporations make a profit only by exploiting their employees. It will take a revolution that has not happened yet to change that. Meanwhile, we–the current generation of socialists and workers–have to study microchips as Marx and a previous generation of workers studied the steam engine.
January-February 1987, ATC 6